振動(dòng)是一種常見(jiàn)的機(jī)械運(yùn)動(dòng)方式�����,指物體在平衡位置附近隨時(shí)間做往復(fù)運(yùn)動(dòng)�����。振動(dòng)也有具有危害性的一面�����,在車(chē)削加工時(shí)�����,振動(dòng)會(huì)使得被加工工件的表面粗糙度增大�����,有時(shí)還會(huì)出現(xiàn)紋理�����,不能達(dá)到加工要求�����。
同時(shí),一般隨著第一次振動(dòng)的產(chǎn)生�����,之后的加工也會(huì)伴隨著連續(xù)振動(dòng)�����,使得整個(gè)加工過(guò)程每一道工序都會(huì)產(chǎn)生誤差�����,誤差的累計(jì)甚至?xí)?dǎo)致工件的報(bào)廢�����。
并且�����,振動(dòng)不僅對(duì)加工精度和加工質(zhì)量存在影響�����,還會(huì)對(duì)機(jī)器和刀具產(chǎn)生磨損�����,一旦發(fā)生這種情況�����,會(huì)導(dǎo)致整個(gè)車(chē)削加工機(jī)床和刀具受損�����,在加工領(lǐng)域具有豐富經(jīng)驗(yàn)的工人在充分了解機(jī)床的情況下會(huì)通過(guò)犧牲機(jī)床的加工效率�����,減少零件切削的加工量來(lái)抑制加工中產(chǎn)生的振動(dòng)�����。
車(chē)削加工中產(chǎn)生的另一種振動(dòng)主要是刀具的振動(dòng)�����,刀具的振動(dòng)很容易觀察到�����,刀具振動(dòng)是一種高頻振動(dòng),切削時(shí)產(chǎn)生的噪音會(huì)很大�����,很刺耳�����,主要是由于刀具在加工過(guò)程中與工件之間的磨損累積�����,使表面摩擦力增大�����,摩擦力的作用下會(huì)損壞工件與刀具�����,在工件表面劃出細(xì)而密的痕跡�����。
要控制車(chē)削加工過(guò)程中振動(dòng)的產(chǎn)生,要從機(jī)床和刀具兩方面來(lái)考慮�����。要以消除機(jī)床內(nèi)部振動(dòng)為基礎(chǔ)�����,減少加工過(guò)程的人為操作失誤和工件刀具的錯(cuò)誤使用為手段�����,保證振動(dòng)不會(huì)造成嚴(yán)重的危害�����。想要有效減弱或消除振動(dòng)�����,可以采取以下幾種措施�����。
1) 硬車(chē)加工的零件�����,需要選擇剛性更好的機(jī)床�����,日系或者歐系的機(jī)床�����。
2) 夾持刀具時(shí)要充分考慮工件的加工順序�����,對(duì)最適合的面進(jìn)行夾持�����,保證刀具受力均勻�����,避免加工過(guò)程中受力不平衡�����,彎矩增大,并且要將刀具夾持好�����,避免在加工過(guò)程中出現(xiàn)振動(dòng)甚至刀具脫飛�����。
3) 合理選擇刀具的材料與類型�����,根據(jù)被加工件的材料以及加工精度要求選擇合適刀具�����,嚴(yán)禁“軟刀硬切”�����,既會(huì)損壞刀具�����,又會(huì)增加加工過(guò)程中的振動(dòng)危害性�����。
4) 適當(dāng)增大刀桿剛度�����,增加刀桿剛度可以減輕摩擦帶來(lái)的影響�����。
5) 控制刀具的懸伸長(zhǎng)度�����。刀具伸出的長(zhǎng)度太長(zhǎng)�����,不利加工�����,且在加工過(guò)程中容易發(fā)生抖動(dòng)�����,也會(huì)對(duì)操作者造成傷害。
6) 對(duì)使用時(shí)間長(zhǎng)的刀具要及時(shí)磨刀或者更換�����。
7) 使用防震刀桿或者硬質(zhì)合金刀桿�����。
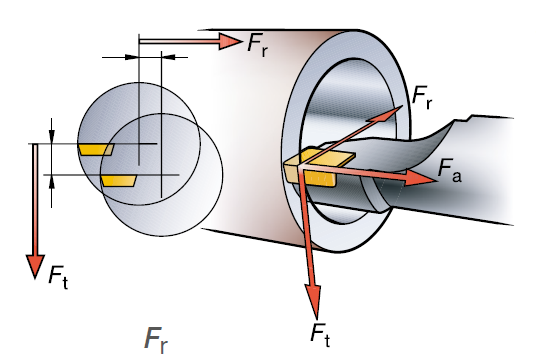
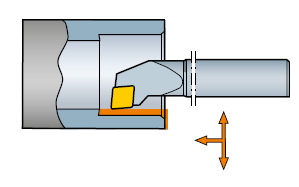
切削力對(duì)內(nèi)圓車(chē)削的影響
1) 將刀具向下壓�����,離開(kāi)中心線�����。
2) 導(dǎo)致尺寸超出公差范圍和振動(dòng)風(fēng)險(xiǎn)�����。
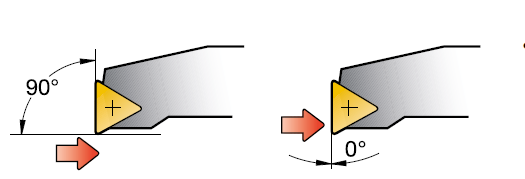
選擇合適主偏 (切入) 角
選擇主偏 (切入) 角和切削力
選擇接近90°的主偏角 (接近0°的切入角)�����。
2) 常用的是主偏 (切入) 角為95° (-5°) 和93° (-3°) 的鏜桿。
3) D型55°�����、W型80°和T型60°刀片形狀也很常用�����。
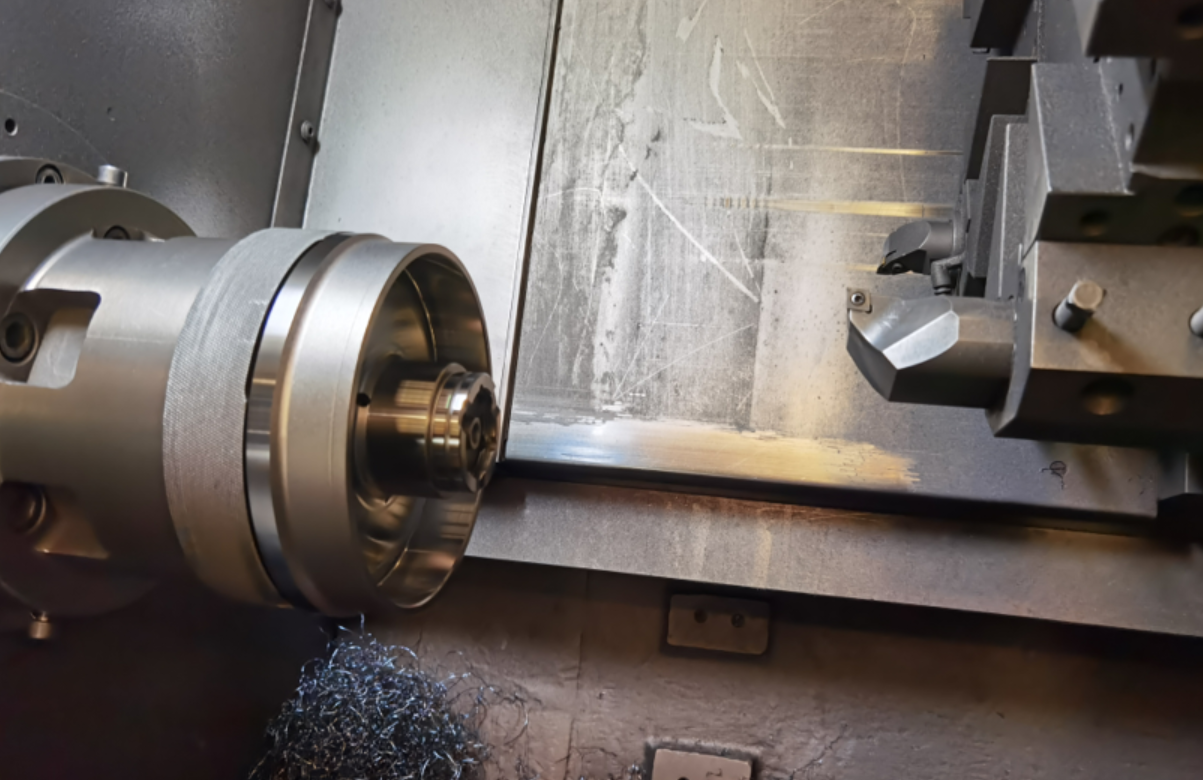
輸出軸壓板內(nèi)部的加工:材料20CrMnTi�����,表面光潔度要求Ra0.6以內(nèi)�����,壓板屬于薄壁件�����,表面經(jīng)常有出現(xiàn)震紋的現(xiàn)象�����,使用某進(jìn)口品牌刀片�����,加工壽命只有五十件強(qiáng)制換刀�����。
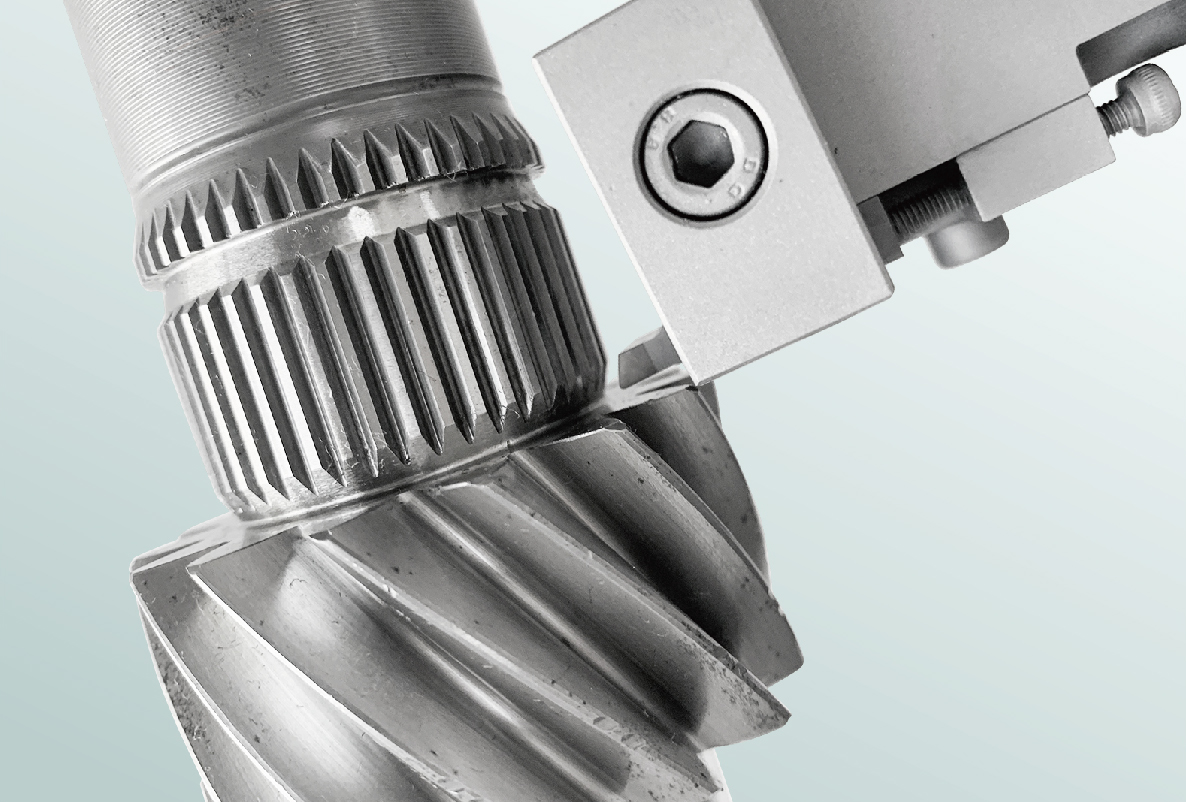
在設(shè)計(jì)刀片的前期考慮到實(shí)際應(yīng)用現(xiàn)場(chǎng)機(jī)床及工件剛性不足的情況下�����,采用選擇小倒棱并帶修光刃的設(shè)計(jì)�����,這樣可以減小切削力減少震紋�����,并可以得到良好的光潔度以滿足客戶的要求�����,選擇合理的切削參數(shù)進(jìn)行測(cè)試�����,測(cè)試最后因刀片刃口磨損導(dǎo)致切削力增加產(chǎn)生了震紋,未達(dá)到預(yù)期的效果�����。
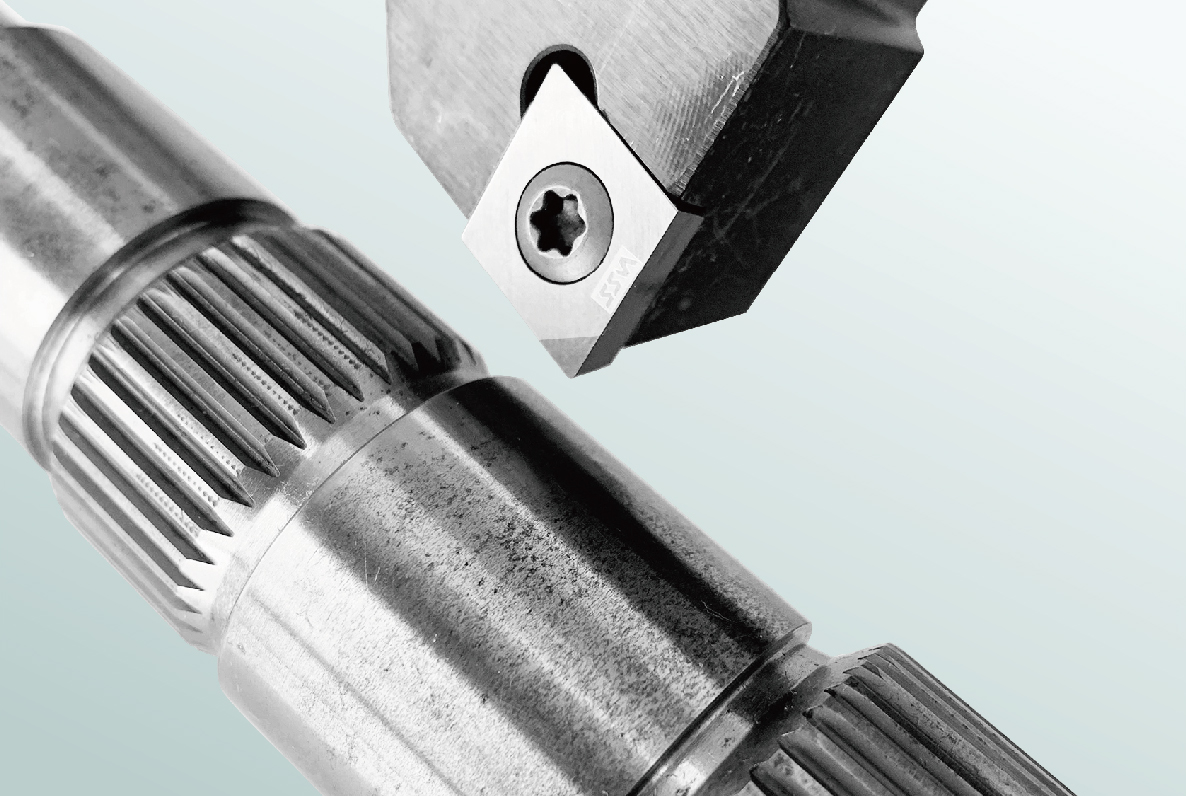
從測(cè)試數(shù)據(jù)分析來(lái)看�����,刀片材料以及刃口處理角度方面是沒(méi)有問(wèn)題的�����,最后引起振動(dòng)的主要因素是機(jī)床和刀桿剛性不足�����,原有的刀桿采用鋼基體刀桿�����,而且懸伸過(guò)長(zhǎng)�����,是引起加工震紋的主要因素之一�����。
WSS針對(duì)這一問(wèn)題進(jìn)行研究及方案優(yōu)化�����。提供特制刀桿并根據(jù)實(shí)際加工深度調(diào)整刀桿懸伸長(zhǎng)度�����,進(jìn)行測(cè)試�����,在同樣的加工參數(shù)(VC,fn,Ap),CBN的刀片壽命都提高150-200%�����,加工效果遠(yuǎn)超原有數(shù)據(jù)�����,達(dá)到預(yù)期效果�����。通過(guò)優(yōu)化刀桿,提高刀片壽命�����,刀片價(jià)格又有優(yōu)勢(shì)�����,加工的效率又不變�����,大大降低了生產(chǎn)制造成本�����,讓加工更加高效便捷�����。